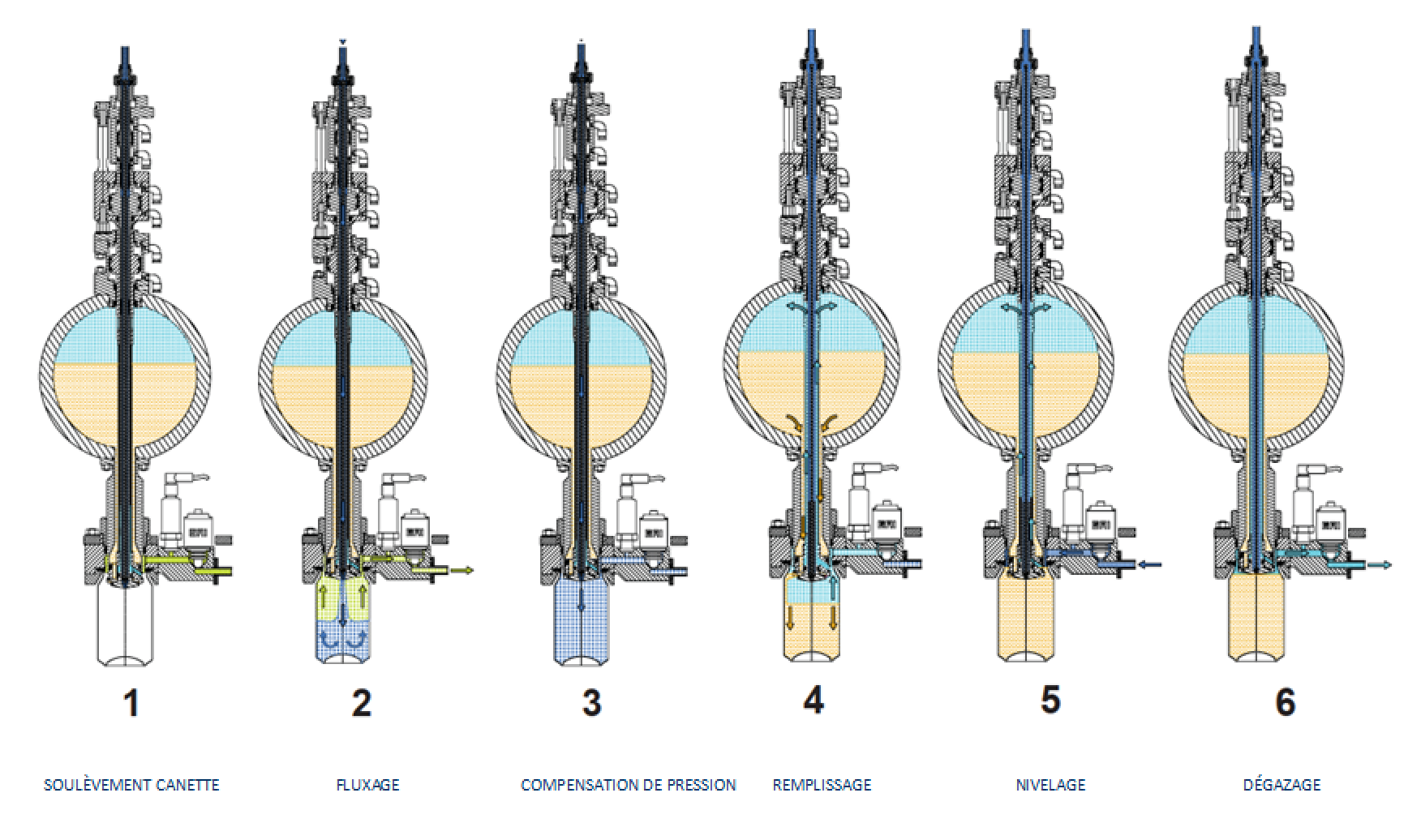
1) REMPLISSAGE FLEXIBLE
Possibilité de travailler à pression atmosphérique, à légère pression ou à haute pression, maximum 4 bar, simplement en réglant la pression de travail avec le panneau de contrôle. Cela permet d’embouteiller convenablement soit produits tranquilles, que produits pétillantes.
2) RÉGLAGE DU NIVEAU
Réglage automatique et centralisé du niveau.
3) CONSTRUCTION A DOUBLE CANAL AVEC FERMETURE INFÉRIEURE
La fermeture du canal de remplissage et du canal de retour de gaz près du niveau en bouteille permet d’obtenir niveau précis et sans nivelage. En outre, elle améliore significativement la phase de dégazage. En effet, elle élimine la perturbation causée par le dégazage du produit contenu dans le canal de retour gaz. Le gain de production sur vin mousseaux est remarquable.
4) SÉCURITÉ DU CYCLE DE STÉRILISATION
Les becs à branchement électropneumatique, égalés à la présence des fausses bouteilles avec circuit de déchargement permettent de créer flux de stérilisation bien définis et plus efficaces par rapport aux becs de remplissage traditionnels. Tout cela améliore la qualité de stérilisation et garantie qu’elle soit effectuée avec sécurité pour chaque circuit présent sur la tireuse.
5) RÉPÉTABILITÉ DE FONCTIONNEMENT
Le cycle de remplissage, géré par phases de temps, garantie la répétitivité maximale de fonctionnement, en le rendant insensible aux variations de vitesse sur la ligne de production. En outre, la gestion de temps permet d’optimiser les phases de travail, en générant une augmentation de productivité.